English
English عربى
عربى Español
Español Français
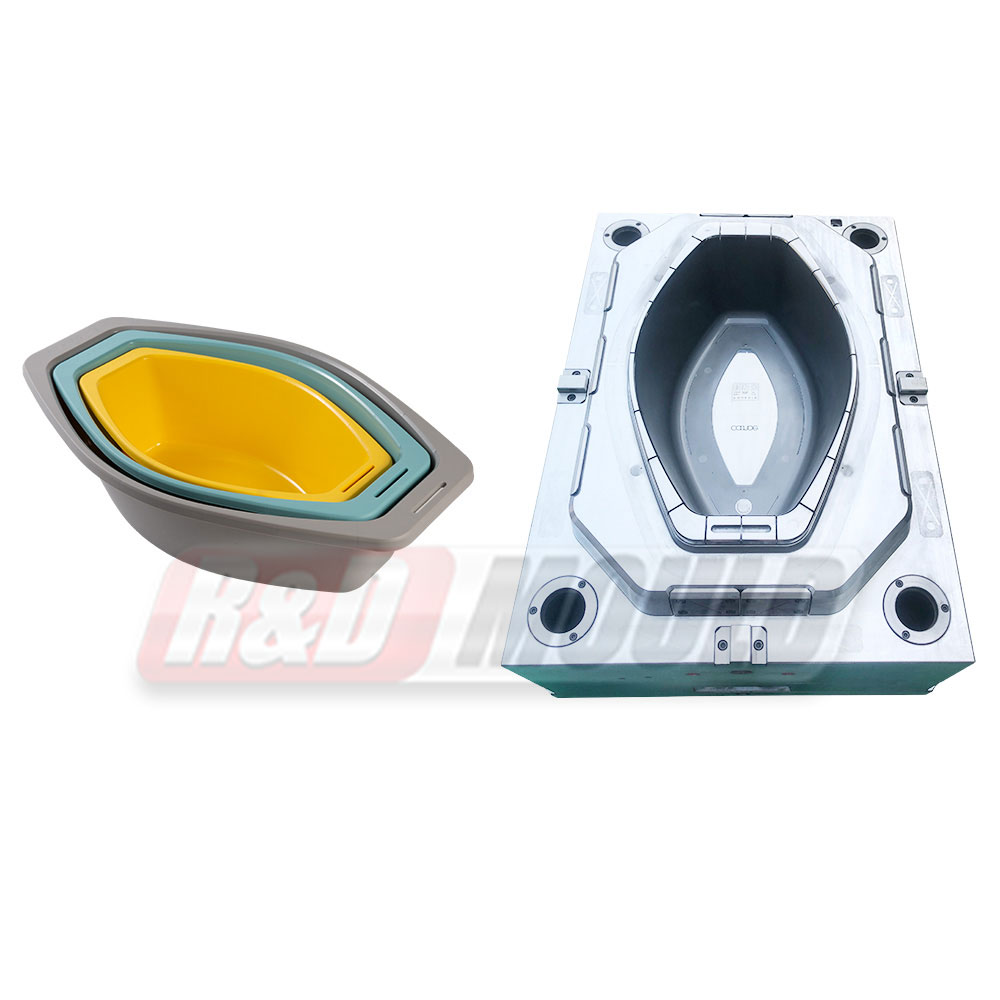
FrançaisPaint pails and plastic buckets are widely used in coatings, chemicals, and construction materials. Behind every stable production line stands a well-designed Bucket Mold. When output, cycle time, and wall thickness consistency become daily concerns, mold structure and material selection directly influence production rhythm and product appearance.
As a professional Bucket Mold Manufacturer, R&D Mould has focused on paint pail molds ranging from 0.5L to 22L. Years of project experience have revealed several technical details that directly affect injection performance and mold life.
Bucket Mold Cooling System and Cycle Time Control
Cooling layout plays a central role in paint pail molding. Many cycle time delays originate from uneven or inefficient cooling rather than injection parameters.
For paint pail cores, cooling channels are designed approximately 15mm below the molding surface. Channel diameter is typically above 12mm to allow stable water flow and efficient heat removal. This structure supports balanced temperature distribution during continuous injection cycles.
The cavity side requires special attention around the hot runner tip area. This region is sensitive to temperature variation. Poor cooling near the gate often results in longer cycle time and unstable bucket surface quality. A properly engineered cooling layout stabilizes molding rhythm and supports consistent output.
In high-speed injection scenarios, thermal conductivity becomes even more critical. For certain projects, BeCu inserts are applied at the core top, cavity bottom, and slider positions to improve heat transfer efficiency.
A professional Bucket Mold Manufacturer understands that cooling design is not simply about drilling channels. It involves temperature balance across the core, cavity, slider, and stripper systems to maintain dimensional stability.
Steel Selection for Long-Term Bucket Mold Operation
Steel choice directly affects mold life and maintenance frequency. Different production targets require different material strategies.
For paint pail molds with an expected lifespan of around one million shots, steel grade 2738 is commonly selected for cavity and core components, with a hardness between HRC35-38. This configuration offers stable performance for standard production demands.

When production volume exceeds three million cycles, steel grade 2344 becomes a suitable option, typically hardened to HRC45-48. This material supports longer operation periods under continuous injection conditions.
Steel selection also influences polishing, machining precision, and long-term dimensional stability. A reliable Bucket Mold is built with material matching real production expectations rather than theoretical targets.
Why Mold Design Experience Matters
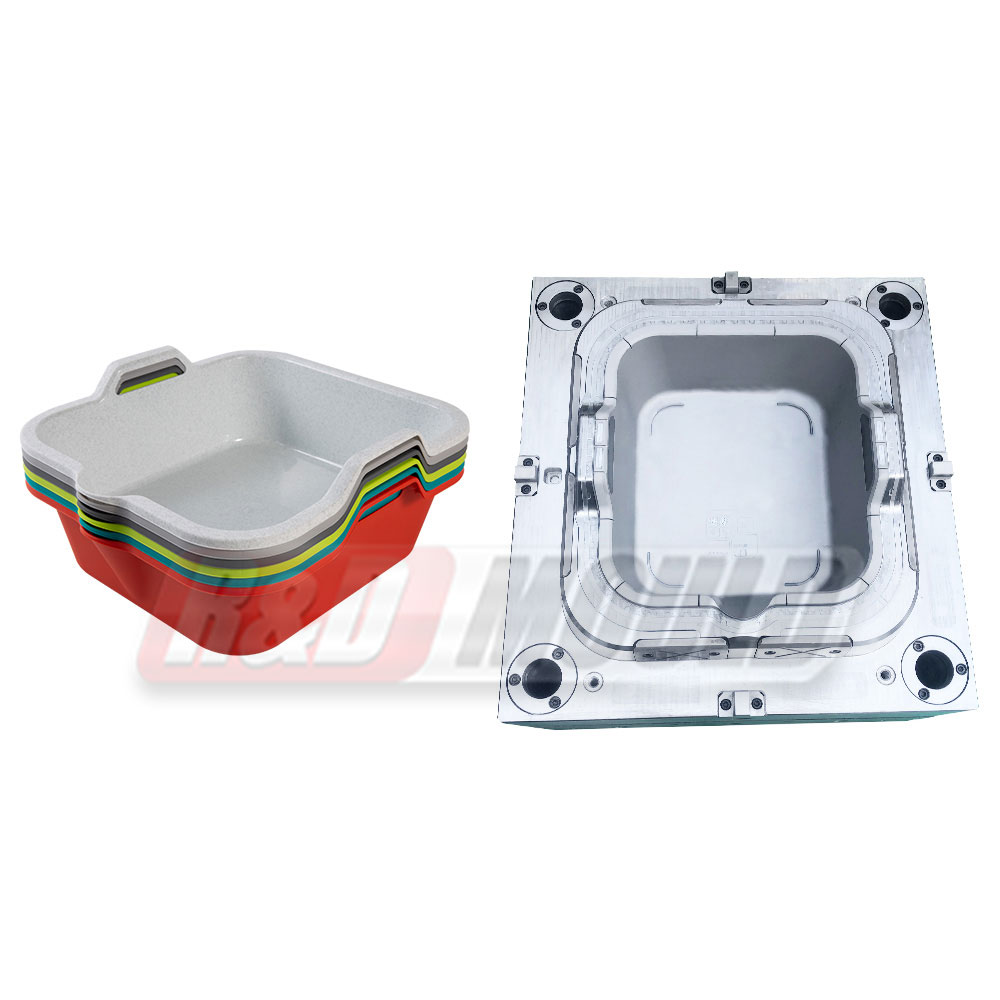
Paint bucket molds differ from general container molds due to thicker walls and structural requirements. From 0.5L small pails to 22L large paint buckets, dimensional stability and demolding balance vary significantly.
R&D Mould, based in Taizhou Huangyan, focuses on paint pail mold development and has accumulated technical insight over the past decade. The company integrates cooling system optimization, suitable steel selection, and precision machining into each project stage.
A carefully engineered Bucket Mold supports stable injection cycles, consistent wall thickness, and long operational life. These factors collectively maintain smooth production without frequent adjustments.
Practical Approach to Bucket Mold Manufacturing
Stable paint pail production depends heavily on mold structure and material decisions made before machining begins. Cooling channel layout, steel hardness, machining precision, and insert selection are interconnected elements rather than isolated details.
Working with a skilled Bucket Mold Manufacturer provides access to accumulated engineering experience and practical problem-solving. A well-designed Bucket Mold supports steady output and predictable maintenance cycles, contributing to reliable paint bucket production across various capacities.